设计师的创意设计点子固然重要,但为了提高工作效率和产品落地的可能性,工业设计师必须去了解结构工程相关的知识,才能够更好地与结构工程师沟通跟进方案。
我们写过两期设计师伙伴的周会分享,这一期让我们来看看结构工程师针对灯具设计的常用知识做的分享报告吧!主要分成四个部分来展开:认识常用材料、认识加工工艺、认识表面处理和常见的问题。
一、认识常用材料
所有的产品都是由材料构成的,在设计产品时,首先考虑的就是材料的选用,材料不仅决定了产品的功能,还决定了产品的价格。每种材料都有自己的特性,我们要认识它们的基本特性和常用领域,不同的应用场所对材料的需求也不一样。

我们先来做一道题:


常见金属材料特性


2高分子材料特性


其它材料


铣削
铣削加工铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。
CNC铣床
由于加工特性,角落必定是圆角。

车削
车削加工是指车床加工,主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。由于加工特性,加工出来的基本是圆柱类零件。

CNC车床
旋压
将平板或空心坯料固定在旋压机的模具上,在机床转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。一般加工盘状或者筒状的零件。

旋压
4吹塑
吹塑又称为中空成型或中空吹塑。塑料型坯加热到软化状态,置于模具中,闭模后通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,得到各种中空制品。交界面通常有分模线。

吹塑灯罩
吹塑瓶子
注塑
注塑又称注射成型。将塑料加热熔融后利用压力注进塑料制品模具中,冷却成型得到想要各种塑料产品,压铸与其类似。
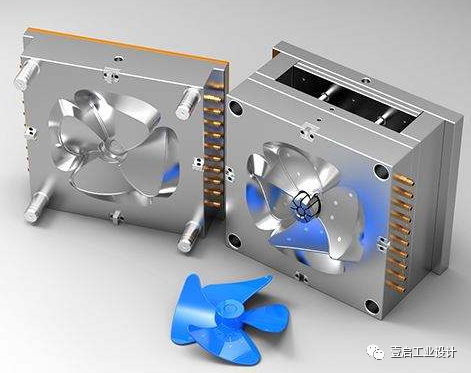
注塑模具
由于加工特性,在进行产品结构设计时,需尽量避免倒扣。模具倒扣会影响模具的正常出模。
锻造-冷锻
冷锻是对于室温状态的金属材料进行压力加工的锻造工艺,是指对物料再结晶温度以下的进行挤压成型加工。适用于较软的材料。

冷锻模具
型材拉伸
型材指金属经过塑性加工成形、具有一定断面形状和尺寸的直条。常用于拉伸铝。
型材模具
铝具有出色的热传递性能,是电的天然导体,铝材料是环保的,完成后可以轻松回收。在灯具设计上应用广泛。
拉伸铝
其他加工方式

表面处理是通过物理或者化学的方法在材料表面形成某种或者多种特殊性质的表层,通过表面处理可以提升产品外观、质感、功能等多方面性能。接下来带大家看看灯具设计中常见的表面处理技术。
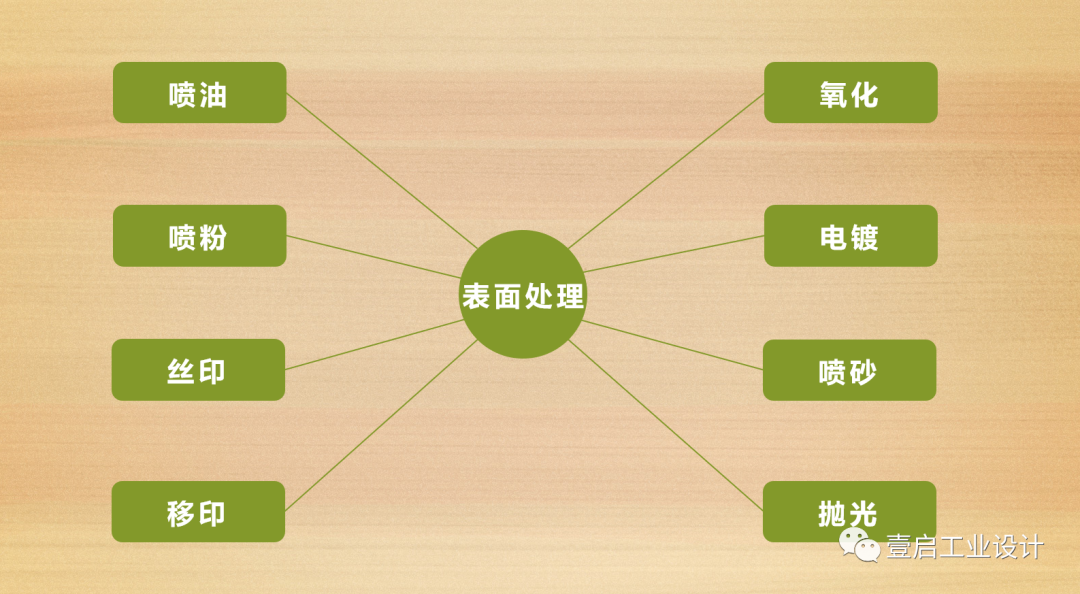
喷油
借助于压缩空气将将液态涂料(俗称油漆)分散成漆雾微粒粘附在被涂物表面。喷油的质感一般圆润、有光泽。

喷粉
喷粉也叫静电粉末喷涂,指用电晕放电使粉末类涂料黏附于工件上的一种涂装工艺。借助于压缩空气拱粉在高压静电作用下分散成粉雾颗粒通过电场吸附在被涂物表面的过程。表面有颗粒感,手感较粗。

丝印
丝印即丝网印刷,是将丝织物、合成纤维织物或金属丝网绷在网框上,采用手工刻漆膜或光化学制版的方法制作丝网印版。丝印一般适用于平面或小弧面。丝印应用广泛,例如产品上的LOGO、标签、文字及颜色单一的图案,都可以通过丝印来实现。
移印
利用硅橡胶材料制成的曲面移印头,将凹版上的油墨往需要的对象表面压出文字、图案。能够在不规则曲面及弧度较大的曲面上印刷文字、图形和图象。
电镀
利用电解的原理,使镀液中的金属阳离子沉积在金属表面,从而形成镀层的一种金属表面处理方法。用于美观,防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性。

氧化
通过人为控制的一种电氧化反应,一般指阳极氧化,在特定的工艺条件下,由于外加电流的作用,在铝制品(阳极)上形成一层氧化膜的过程。用于着色,提高耐腐蚀性、增强耐磨性及硬度,保护金属表面。

喷砂
喷砂是利用高速砂流的冲击作用清理和粗化基体表面的过程。通过机械微粒的冲击在产品表面得到一层粗细分布均匀的宏观粗糙表面的工艺,适用于玻璃、金属的表面处理。可克服和掩盖铝合金在机械加工过程中产生的一些缺陷。

抛光
抛光指利用其他的工具或者方法对工件表面进行光亮处理,主要目的得到光滑表面或镜面的光泽,有时也用来消除光泽(消光)。

目前常用的抛光方式有6种:机械抛光、电解抛光、化学抛光、超声波抛光、流体抛光和磁研磨抛光。光学镜片模具常采用的是机械抛光中表面质量要求高的超精研抛的方法。


四、常见问题
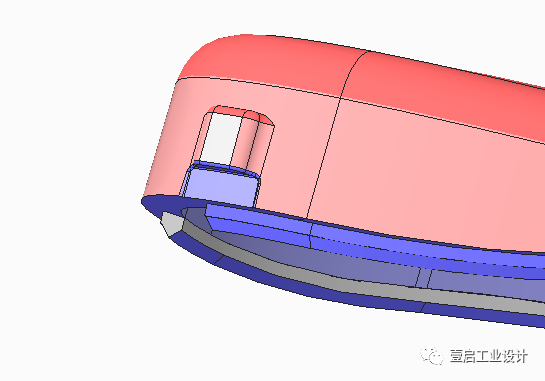
1常见问题:设计的外形与拔模角干涉
同一种颜色为相同的拔模方向,若同一种颜色里含有其他颜色,说明有其他拔模方向面。我们可以看到下图,在绿色圈圈那里红色的部分突兀地多了一块蓝色小面,就意味着拔模角度不一,导致生产出现问题,那么这个问题怎么解决呢,我们往下看。

出现问题图
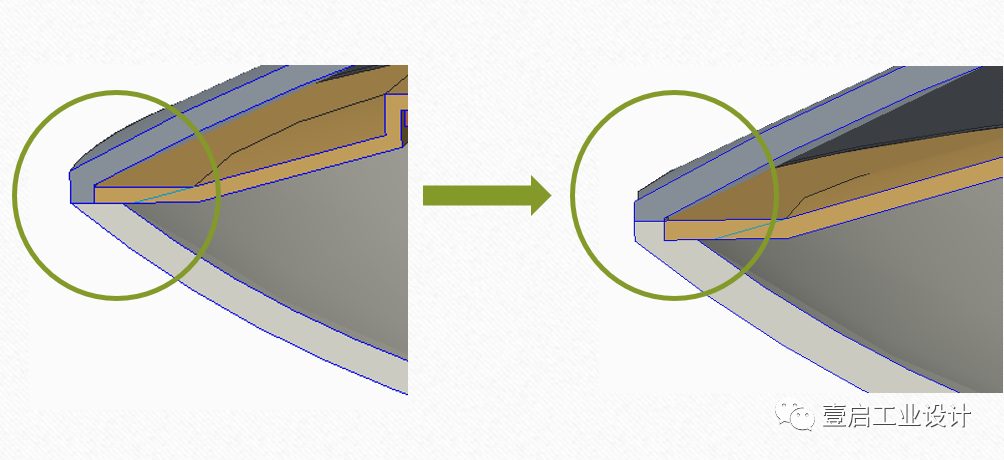
修改方式:修改拔模线的位置并根据拔模线来调整外观面的拔模,改成全部同一方向。蓝色为向下的拔模方向,我们把蓝色的面向上延伸,把圈内的蓝色部分的面与底部的蓝色的面相连接,使这一小面与底部变成同一拔模方向,即可顺利拔模。
修改后图片
2常见问题:导入实体变破面
由于设计师使用的建模软件和结构工程师用的软件不同,导出模型STP格式文件的方式也不同,会出现模型在设计师使用的软件上看是没有问题的情况,但到结构工程师那边用其他软件来打开文件进行实体转换时就有可能会出现破面的现象,特别是模型上的短边和碎面,往往会在实体转换的时候模型出现破面,影响结构建模。
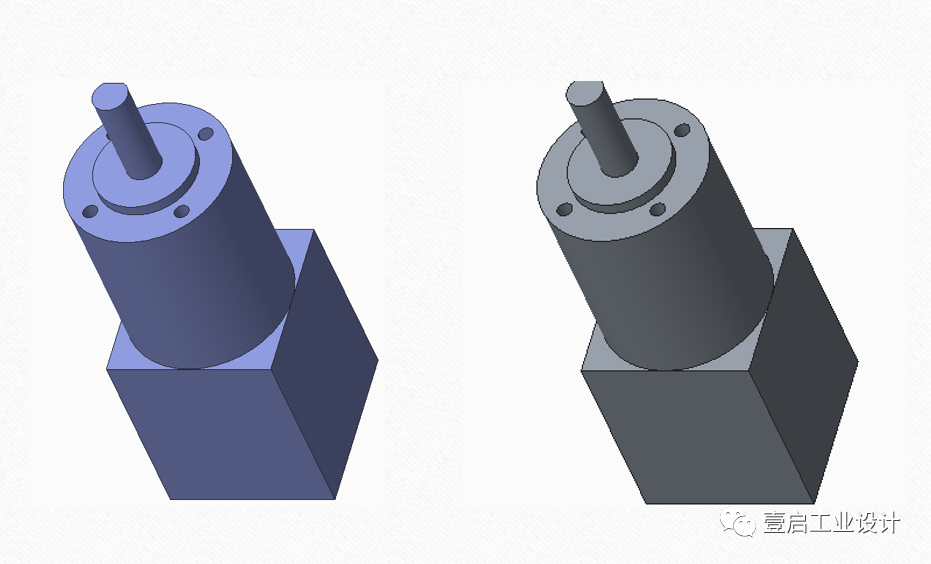
左边为破面模型,右边为正常模型
修改方式:如下右图,黄色的边缘为破面边,需重新修改犀牛模型。针对破面的边缘进行修正,重构曲线和曲面,重新导出。

3常见问题:模型外观面存在尖角
在结构设计时,外观面上的尖角会导致加工和出模困难,应尽量避免,思考其他结构的解决方案,避免尖角的出现。
写在最后:设计师在日常的工作中,遇到外观和结构的问题,应与结构工程师保持沟通,提高工作效率,减少不必要的问题和错误!

壹启工业设计由广东工业大学艺术设计学院副教授、云知光学堂签约讲师张欣老师创立于2008年,多年来专注于灯具设计,提供产品整体解决方案。
— END —
-欢迎留言讨论-